-
 |
+91 9325053539 |
info@shrivibracion.com |
Careers |
Gallery |
|
+91 9325053539 |
info@shrivibracion.com |
Careers |
Gallery |


Customized Solutions for Each Application
Introducing SVTPL, the ultimate electromagnetic products that provides customized solutions for all your applications with its cutting-edge technology and unmatched performance. This professional-grade solution offers unmatched reliability, ensuring your business runs smoothly and effortlessly.
Snacks

Introduction
-
Shri Vibracion delivers top-notch, cutting-edge, reliable systems
specially designed
for conveying, seasoning, and handling a diverse array of snack food
items, trusted by
professionals across the industry for leading performance and
reliability.
Conveying
Our conveying systems excel at efficiently moving snack items without any waste, ensuring both time and cost savings for you.
Seasoning
Elevate your snacks item with our seasoning solution for guaranteed performance, precision, and flavor perfection.
Material Handling
Streamline your snack operations with our versatile range of material-handling equipment—making every handling tasks effortlessly!
Pharma
Introduction
In the pharmaceutical industry mostly used vibratory equipment, including feeders, conveyors, screening, elevating, counting tables, and inspection system are the crucial for precise handling, and quality control of pharmaceutical products. These equipment contribute to maintaining precision, hygiene, and high-quality standards in the manufacturing process.
Conveying
In the pharmaceutical industry, conveying systems are vital for efficiently moving materials through production stages. vibratory conveyors for precise and uniform transportation. These systems uphold hygiene, prevent cross-contamination, and meet stringent quality standards in pharmaceutical manufacturing.
Material Handling
Material handling equipment in the pharmaceutical industry includes conveyors, Screening system, Lanning & alignment, counting system, weighing systems. This equipment ensures controlled movement, precise handling and quality, safety, and hygiene standards in pharmaceutical production.

Puffed Food
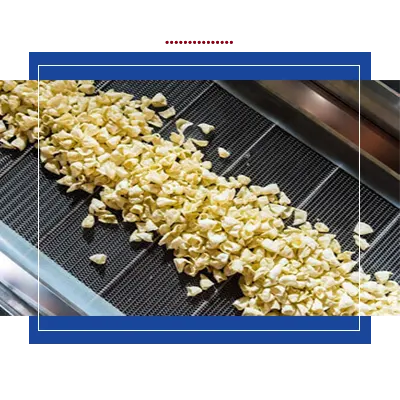
Introduction
In the puffed food industry, vibratory equipment is commonly used for various processes such as distribution, conveying, and screening. Examples include vibratory conveyors for moving ingredients, vibratory screening for sorting and classifying materials, and vibratory distribution system for precise distribution to multi head weighers. These machines use controlled vibrations to achieve efficient and uniform processing in the production of puffed snacks.
Conveying
In the puffed food industry, conveying plays a vital role in the production process. Conveyor systems are used to transport ingredients and products efficiently from one stage to another. vibratory conveyors are commonly employed to move materials like grains, powders, or puffed products through different processing stages. Efficient conveying systems contribute to streamlined production, ensuring a smooth flow of materials for consistent and high-quality puffed snacks.
Seasoning
In the seasoning process, vibratory feeders are used to convey a controlled amount of seasoning or flavouring onto the snacks. These feeders use vibrations to move and distribute the seasoning evenly, ensuring consistent flavour.
Material Handling
Material handling equipment in the puffed industry includes the vibrator feeder, conveyor, Screening, sorting, Elevator, Spreader, Vibratory distribution system. These solutions ensure an efficient and controlled production process.
Dairy
Introduction
SVTPL manufacture the machines to efficiently convey sticky products like cheese and paneer could revolutionize the dairy industry, streamlining various processes and enhancing overall productivity. The design should prioritize easy cleaning to maintain hygiene standards in dairy production.
Conveying
Using electromagnetic vibratory equipment for conveying dairy products like cheese and paneer is a promising approach. Ensure that the equipment's design for the sensitivity of these products, maintaining their integrity during the conveying process.
Material Handling
Implementing multiple vibratory machines, such as feeding, elevating, and a semi-automatic weighing system, in the dairy industry offers versatility and efficiency. This integrated approach can enhance various stages of production, ensuring precision in handling dairy products and optimizing workflow.

Chemicals
Introduction
Shri Vibracion Technologies seems to offer a comprehensive range of equipment for the chemical industry, including closed tubular systems, mixing, and weighing machines. The incorporation of flameproof coils for specific zones underscores a commitment to safety and adherence to industry regulations. This can be crucial in environments where flammable materials are handled.
Conveying
Incorporating a closed system with an inspection window for conveying chemical powder is a prudent safety measure. This not only prevents exposure to hazardous chemicals but also allows for visual inspection without compromising containment. It aligns with industry best practices for handling potentially dangerous substances, emphasizing both safety and operational efficiency. Regular inspections and maintenance of these systems are vital to ensure continued effectiveness
Material Handling
Certainly, in material handling for the chemical powder industry, a comprehensive system involving tubular feeder , dosing, feeding, mixing, and loss in weight & weighing is crucial. This integrated approach ensures precision and control throughout the production process, helping maintain consistent product quality. Implementing such systems can optimize efficiency and accuracy, contributing to the overall effectiveness of chemical powder handling in industry.
Grains
Introduction
In the grains industry, vibratory equipment, such as feeders, conveyors, screening, Spiral Elevators, compaction tables, and weighing systems, optimizes processing by controlling flow, preventing damage, separating grains, ensuring uniform flow, enhancing efficiency and uphold quality standards in grain processing.
Conveying
Conveying in the grain industry involves the movement of grains within a facility for processing and storage. Common conveying equipment includes Vibratory conveyor, belt conveyors and bucket elevators. These systems efficiently transport grains, ensuring a smooth flow throughout various stages of production, from harvesting to processing and packaging. Conveying plays a critical role in maintaining the quality of grains in the grain industry.
Material Handling
Material handling equipment in the grain industry includes the conveyors: Electromagnetic conveyors belt and bucket elevators, hoppers feeder set for bulk storage & feeding, , grain elevators for vertical movement, weighing systems, sifters and vibrating screening for separation, enhance efficiency in grain conveying, screening, and processing.

Spices & Dry Fruits
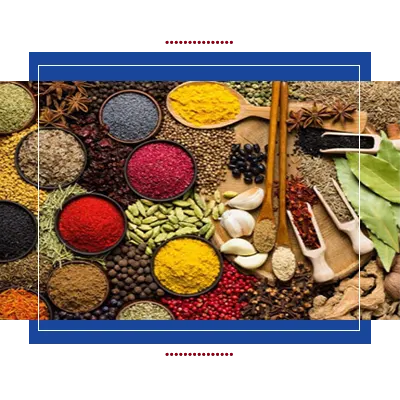
Introduction
In the spice and dry fruits industry, various vibratory equipment can be employed, including vibrating conveyors and screens for sorting, grading, and processing purposes. Additionally, vibratory feeders can be used for controlled material flow in production lines.
Conveying
Vibratory conveyors are commonly used to move spices and dry fruits along production lines, providing gentle handling to prevent damage. These conveyors utilize vibrations to convey materials, offering a smooth and controlled flow, which is especially important for delicate products in this industry.
Seasoning
Use of vibratory equipment to evenly distribute seasoning or coatings on products. This process ensures a uniform flavor or coating, enhancing the overall quality and taste of dry fruits. Vibratory seasoning equipment is designed to provide a consistent and controlled application of seasonings, contributing to product consistency in the food processing industry.
Material Handling
In the spice and dry fruits industry used various equipment, including conveyors, elevators, cleaning & manual inspection system, weighing systems, facilitates efficient flow, screening, and processing, contributing to operational efficiency and precision.
Granular
Introduction
In the granular industry, various vibratory equipment is employed, including vibrating feeders, screens, conveyors, and sifters, to handle and process different types of granular materials efficiently.
Conveying
Vibratory conveying is a common method in the granular industry, where vibrating conveyors are utilized to convey bulk materials. These conveyors use vibrations to move granular materials forward, ensuring a gentle and efficient flow. Vibratory conveying is suitable for a wide range of applications, including transporting food products, chemicals. offering precise control and low maintenance in the handling process.
Material Handling
In the granular
industry, various material handling equipment plays a
crucial role in efficiently managing bulk materials.
Common equipment includes: Vibrating Conveyors, Belt conveyors,
Hoppers , Elevators, Vibratory feeders , Screens and Separators,
Bucket Elevators
These material handling equipment options are essential for
streamlining processes and optimizing the movement of granular
materials in various industries.

Agro

Introduction
Vibratory equipment plays a crucial role in the agriculture industry by facilitating various processes. Vibrating screens are commonly used for sorting and separating materials like seeds based on size, ensuring uniformity. Vibratory feeders aid in the controlled feeding of fertilizers and seeds, optimizing distribution. Overall, the equipments contribute to increased efficiency and productivity in agricultural operations
Conveying
Electromagnetic conveying equipment in agro industries ensures precise and damage-free handling of agricultural products, utilizing controlled vibratory feeders and conveyor to enhance efficiency and uniform distribution during processing. This technology provides a tailored solution for the gentle and accurate conveying of grains, seeds, and other crops within agricultural production lines.
Material Handling
Vibratory equipment plays a crucial role in various processes within
agro industries. It is commonly used for tasks such as seed sorting,
grain cleaning, and material conveying. Vibratory conveyors
efficiently flow bulk materials, while vibrating screens help
separate different sizes of grains or seeds.
These systems, utilizing electromagnetic forces, contribute to
gentle and accurate material handling, ensuring the integrity of
agricultural products during various stages of production.
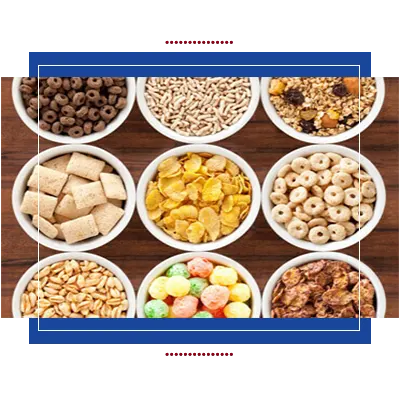
Cereal
Introduction
In the cereal industry, vibratory equipment is extensively employed for several key processes. Vibratory conveyors are used for the gentle and efficient movement of cereal grains during different stages of production. Vibrating screens are crucial for sorting and grading cereals based on size and quality. Additionally, vibratory feeders facilitate a steady flow of cereals, enhancing the overall efficiency of packaging and processing operations. The use of vibratory equipment helps ensure precision and consistency in the cereal production process.
Conveying
Vibratory conveying is widely utilized in the cereal industry for the efficient and gentle transportation of grains throughout various stages of production. Vibratory conveyors, equipped with electromagnetic coil, create controlled vibrations that help in the smooth transfer of cereal grains. This technology minimizes damage to the grains and ensures a consistent flow, contributing to the overall efficiency of conveying operations in the cereal industry. The gentle handling of cereals during vibratory conveying is particularly crucial to maintaining product integrity and quality.
Material Handling
In the cereal industry, electromagnetic material handling equipment includes vibratory feeders, conveyors, magnetic separators, and chutes. These utilize electromagnetic technology for controlled vibrations, efficient movement, and contaminant removal, enhancing automation and precision in cereal processing.
Plastic
Introduction
In the plastic industry, vibratory equipment includes feeders for precise material feeding, screens for size classification and conveyors for efficient transportation. These enhance productivity, quality, and efficiency across production stages.
Conveying
The conveyors use electromagnetic technology to propel and control the movement of plastic components within the production line. This enhances precision and flexibility in transporting materials during different stages of plastic processing, contributing to overall operational efficiency and automation in the industry.
Material Handling
Electromagnetic material handling equipment, such as vibratory feeders, conveyors, magnetic separators, and chutes, utilizes electromagnetic forces for precise feeding, efficient movement. This technology enhances automation, control, and precision in various stages of plastic processing, ensuring consistent production.
Fruit & Vegetables
Introduction
The system appears to be versatile, handling material conveyance, feeding, dewatering, and screening through electromagnetic vibratory technology in the fruits and vegetables industry. This could enhance efficiency and functionality in processing lines.
Conveying
In the fruits and vegetables industry, conveyors play a crucial role
in automating and streamlining the production process. They
facilitate the movement of fruits and vegetables from one point to
another, aiding in tasks like sorting, washing, packaging, and
distribution.
Conveyors improve efficiency, reduce manual handling, and contribute
to the overall productivity of the industry.
Material Handling
Electromagnetic vibratory systems are employed for various purposes. These systems use vibrations to convey, feed, and screen materials. They can enhance efficiency in handling delicate fruits and vegetables by providing gentle and precise movement. Additionally, electromagnetic vibratory equipment can contribute to dewatering processes, ensuring effective material handling in the production line.
